

Produktionsplanung und -steuerung

GEPRÜFTES WISSEN
Über 200 Experten aus Wissenschaft und Praxis.
Mehr als 25.000 Stichwörter kostenlos Online.
Das Original: Gabler Wirtschaftslexikon
Übersicht
zuletzt besuchte Definitionen...
Inhaltsverzeichnis
- Grundlagen
- Primärbedarfsplanung
- Sekundärbedarfsplanung
- Termin- und Kapazitätsplanung
- Auftragsfreigabe
- Ablaufplanung
- Auftragsüberwachung
Grundlagen
Die Aufgabe der Produktionsplanung und -steuerung (PPS) als Teilbereich des operativen Produktionsmanagements besteht darin, für einen reibungslosen und wirtschaftlichen Produktionsprozess bei gegebenen und (weitgehend) unveränderbaren Kapazitäten zu sorgen. Im Einzelnen ist dabei festzulegen,
- welche absatzbestimmten Produkte in welchen Mengen im Planungszeitraum herzustellen sind (Primärbedarfsplanung),
- welche Mengen an Einsatzgütern (Vor- und Zwischenprodukten) dafür wann benötigt werden (Sekundärbedarfsplanung),
- in welchen (Teil-) Mengen (Losen) die benötigten End-, Zwischen- und Vorprodukte produziert bzw. beschafft werden sollen (Losgrößenplanung als Teil der Sekundärbedarfsplanung),
- zu welchen Zeitpunkten die Herstellung der einzelnen (zu Fertigungsaufträgen zusammengefassten) End- und Zwischenproduktmengen unter Berücksichtigung der verfügbaren personellen und maschinellen Kapazitäten des Produktionssystems erfolgen soll (Termin- und Kapazitätsplanung),
- wann welche Fertigungsaufträge in das physische Produktionssystem eingelastet werden sollen (Auftragsfreigabe) und
- in welcher Reihenfolge die vor den einzelnen Arbeitsplätzen bzw. Produktionsanlagen wartenden (freigegebenen) Fertigungsaufträge bearbeitet werden sollen (Ablaufplanung).
Der Produktionsvollzug ist laufend zu überwachen, um bei Planabweichungen gegensteuernd eingreifen zu können (Auftragsüberwachung). Zu diesem Zweck sind sämtliche steuerungsrelevanten Daten mithilfe der Betriebsdatenerfassung zu erfassen.
Zur Lösung der o.g. Fragestellungen wurden im Laufe der Zeit zahlreiche Optimierungsmodelle entwickelt. Derartige Partialmodelle berücksichtigen jedoch nicht die wechselseitigen Abhängigkeiten zwischen den einzelnen Teilproblemen der Produktionsplanung und -steuerung. Um zu einem Gesamtoptimum zu gelangen, müssten die einzelnen Teilplanungsprobleme daher in einen umfassenden Modellansatz integriert und simultan gelöst werden. Solche Simultan- oder Totalmodelle führen im praktischen Einsatz jedoch bereits bei recht überschaubaren Planungsproblemen zu unbeherrschbaren Modellgrößen.
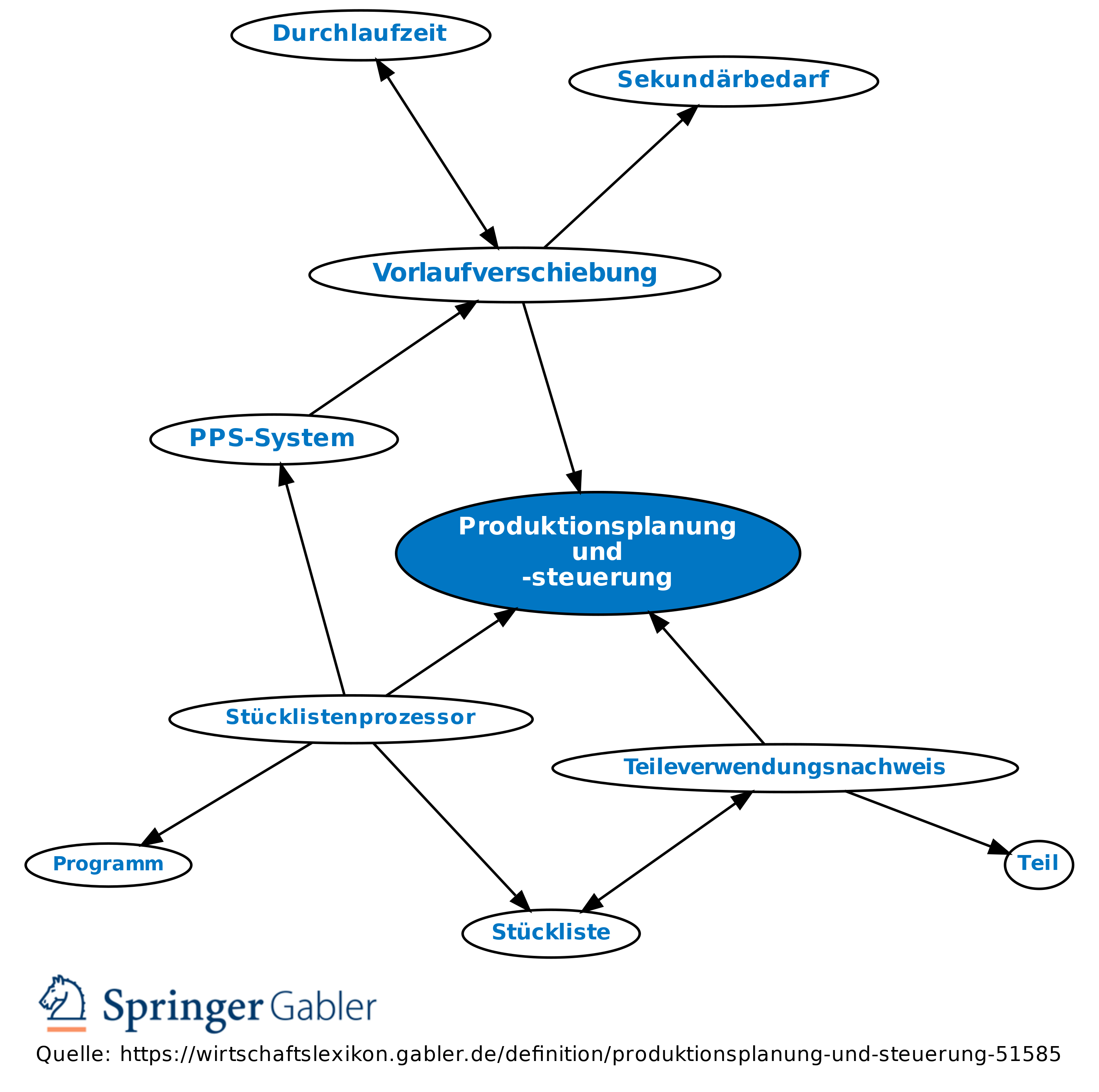
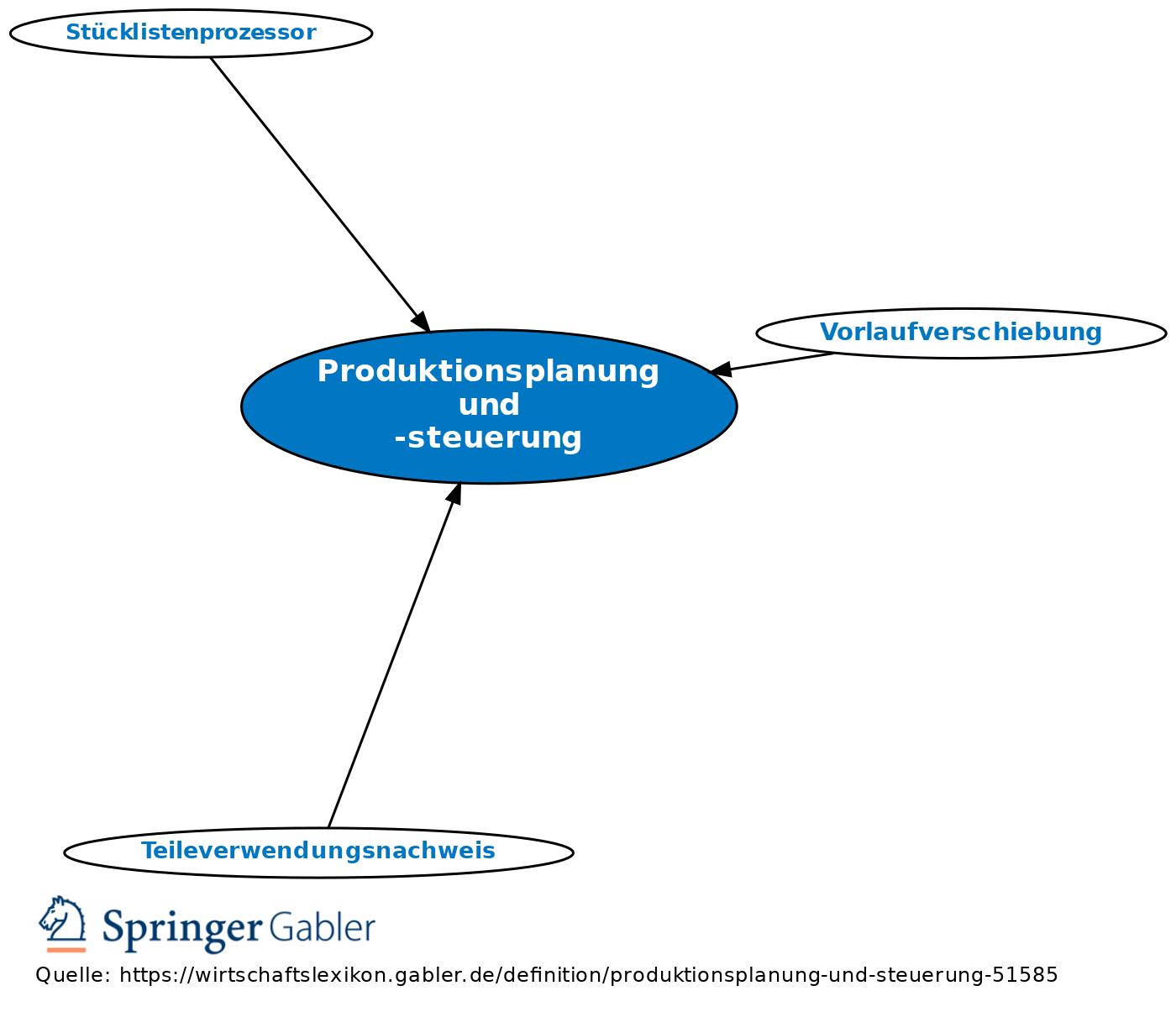
Vor diesem Hintergrund wurde das Konzept der hierarchischen Produktionsplanung (und -steuerung) entwickelt, welches in Abbildung 1 im Überblick dargestellt ist. Dabei wird das Gesamtproblem der Produktionsplanung und -steuerung in Teilprobleme zerlegt, die (unter Anwendung der für den jeweiligen Bereich relevanten Partialmodelle) nacheinander gelöst werden, wobei die Ergebnisse einer übergeordneten Planungsstufe den Ausgangspunkt für die Planung der darunterliegenden Stufe bilden. Der Ansatz wird daher auch als Sukzessivplanungskonzept bezeichnet. Der Detaillierungsgrad der Planung nimmt dabei sowohl in Bezug auf die Planungsobjekte als auch in zeitlicher Hinsicht von Stufe zu Stufe zu, wobei der Planungshorizont der einzelnen Stufen sowie das der Planung jeweils zugrunde gelegte Zeitraster, d.h. die Länge der Teilperioden, je nach Branche und konkretem Produktspektrum in der Praxis von Unternehmen zu Unternehmen sehr unterschiedlich sein können; die Angaben in der Abbildung sind daher lediglich als (häufig vorkommende) Richtwerte zu verstehen.

Abbildung 1: Hierarchisches PPS-Konzept
Primärbedarfsplanung
Gegenstand der Primärbedarfsplanung (Produktionsprogrammplanung) ist die Festlegung der in der Planungsperiode herzustellenden Mengen der absatzbestimmten Produkte (= Primärbedarf). Dabei kann es sich neben Endprodukten auch um verkaufsfähige Zwischenprodukte wie z.B. Ersatzteile für die Endprodukte handeln. Zur Ermittlung des Primärbedarfs ist zunächst eine Absatzplanung durchzuführen. Diese basiert auf bereits vorliegenden Kundenaufträgen und/oder Nachfrageprognosen, wobei je nach Unternehmenstyp (Lager- vs. Auftragsfertiger) die eine oder die andere Form zur Anwendung kommt bzw. dominiert. Für die Nachfrageprognose stehen verschiedene qualitative und quantitative Verfahren zur Verfügung. Qualitative Verfahren beruhen auf Einschätzungen bzw. Befragungen von Mitarbeitern (aus dem Vertrieb wie auch aus anderen Unternehmensbereichen), Kunden oder externen Experten. Sie kommen immer dann zur Anwendung, wenn nicht genügend Vergangenheitsdaten über die Nachfrage zur Verfügung stehen, um ein quantitatives Prognoseverfahren anwenden zu können (z.B. bei Neuprodukten). Quantitative Verfahren beruhen auf mathematisch-statistischen Methoden. Hierzu zählen neben Kausal- vor allem die Zeitreihenprognosen. Diese versuchen, durch Analyse des Nachfrageverlaufs in der Vergangenheit auf die zukünftige Nachfrage zu schließen. Tabelle 1 gibt einen Überblick über die wichtigsten Verfahren der Zeitreihenprognose in Abhängigkeit vom Nachfrageverlauf.

Tabelle 1: Grundlegende Verfahren der Zeitreihenprognose
Der Absatzplan ist anschließend unter Berücksichtigung der im Unternehmen vorhandenen bzw. in der Planungsperiode beschaffbaren Produktionsfaktoren (insbesondere Personal und Betriebsmittel, aber z.B. auch beschaffungskritisches Material) in einen Produktionsplan zu überführen, der die Ressourcen nach Möglichkeit optimal ausnutzt. Zu diesem Zweck wurden insbesondere für die (im folgenden im Vordergrund stehende) Vorratsfertigung Optimierungsmodelle entwickelt, denen im betriebswirtschaftlichen Schrifttum große Aufmerksamkeit geschenkt wird, obwohl ihre praktische Anwendbarkeit begrenzt ist. In der Praxis wird die Abstimmung zwischen den zur Realisierung der (potenziellen) Absatzmengen benötigten und den tatsächlich verfügbaren Ressourcen daher meist mithilfe einfacher heuristischer Ausgleichsmechanismen vorgenommen, die lediglich einen umsetzbaren (und möglichst guten), aber (in der Regel) keinen optimalen Produktionsplan erzeugen. Da der Ressourcenabgleich in beiden Fällen auf einem höheren Aggregationsniveau vorgenommen wird als in der sich später anschließenden (Termin- und) Kapazitätsplanung, wird dieser Teilschritt der Primärbedarfsplanung als Ressourcengrobabstimmung (oder Ressourcengrobplanung) bezeichnet. Für die Sekundärbedarfsplanung ist das ermittelte Produktionsprogramm abschließend auf die (kürzeren) Teilperioden (in der Regel Wochen) dieser zweiten Planungsstufe zu verteilen.
Sekundärbedarfsplanung
Im Rahmen der Sekundärbedarfsplanung (Mengenplanung, (Material-) Bedarfsplanung, Materialdisposition, Materialwirtschaft) sind die für die Herstellung des Primärbedarfs benötigten Einsatzgütermengen (= Sekundärbedarf) zu bestimmen. Hierbei ist zwischen eigengefertigten, im Folgenden als Zwischenprodukte bezeichneten und fremdbezogenen, im Folgenden unter dem Begriff Vorprodukte subsumierten Produktbestandteilen zu unterscheiden. Für erstere werden später Fertigungsaufträge und für letztere Beschaffungsaufträge generiert. In beiden Fällen kann die Bedarfsermittlung entweder verbrauchs- oder programmgesteuert erfolgen. Welches Verfahren der Bedarfsermittlung zur Anwendung kommt, hängt vom Verbrauchswert der Güter in einer Periode ab. So werden Güter mit einem hohen Periodenverbrauchswert i.d.R. programmgesteuert und solche mit einem niedrigen Verbrauchswert verbrauchsgesteuert disponiert. Zur Segmentierung des Sekundärbedarfs nach dem Verbrauchswert der Einsatzgüter kann die ABC-Analyse herangezogen werden.
Bei der programm- oder bedarfsgesteuerten Disposition wird der Bedarf an Einsatzgütern aus dem geplanten Produktionsprogramm und der Zusammensetzung der absatzbestimmten Produkte hergeleitet. Die Erzeugnisstrukturen sind dabei in Stücklisten hinterlegt. In Abhängigkeit von der Art der Darstellung unterscheidet man Mengen(übersichts)-, Struktur-, Baukasten- und Dispositionsstücklisten. In Unternehmen mit variantenreichem Produktspektrum kommen daneben sog. Variantenstücklisten zum Einsatz. Das Kernstück der programmgesteuerten Disposition bildet die sog. Brutto-Netto-Bedarfsrechnung, im Rahmen derer ausgehend vom teilperiodenweise gegliederten ("terminierten") Bruttoprimärbedarf durch Auflösung der Stücklisten und Berücksichtigung evtl. vorhandener Lagerbestände sukzessive die für die Befriedigung dieses Bedarfs benötigten Mengen an Vor- und Zwischenprodukten berechnet werden. Ein wesentlicher Bestandteil der Brutto-Netto-Bedarfsrechnung ist die Losgrößenplanung, im Rahmen derer die Vor- und Zwischenproduktbedarfe verschiedener Teilperioden zu sog. Losen zusammengefasst werden. Unter einem Fertigungslos versteht man dabei die Menge einer Produktart, die ohne Unterbrechung durch die Produktion anderer Produktarten hintereinander in einer Produktionsstufe erzeugt wird. Ein Beschaffungslos ist analog dazu die Menge einer Produktart, die mit einem Beschaffungsvorgang (einer Bestellung) beschafft wird (Bestellmenge). Für die Losbildung wurden zahlreiche Methoden entwickelt, die sich wie in Tabelle 2 dargestellt systematisieren lassen. Die Losgrößenplanung gelangt jedoch nicht nur im Rahmen der programmgesteuerten Bedarfsplanung, sondern auch bei der verbrauchsorientierten Bedarfsermittlung zur Anwendung.

Tabelle 2: Methoden der Losbildung
Bei der verbrauchsgesteuerten Disposition wird der Materialbedarf entweder auf Basis von Vergangenheitswerten ermittelt oder unter Anwendung sog. Lagerhaltungspolitiken aus den vorhandenen Lagerbeständen abgeleitet. Im zuerst genannten Fall kommt prinzipiell dasselbe Schema zur Anwendung wie in der Brutto-Netto-Bedarfsrechnung. Der einzige Unterschied besteht darin, dass die Bruttobedarfe nicht wie in der programmgesteuerten Bedarfsplanung aus den Stücklisten, sondern mithilfe von Prognoseverfahren, wie sie auch zur Prognose des Primärbedarfs eingesetzt werden, aus den Verbräuchen der Vergangenheit hergeleitet werden. Lagerhaltungs- oder Lagerauffüllpolitiken sind Entscheidungsregeln, die angeben, zu welchem Zeitpunkt und mit welcher Menge ein Lager wieder aufgefüllt werden soll bzw. wann und in welcher Höhe ein Beschaffungs- oder Fertigungsauftrag zur Auffüllung des Lagers zu erteilen ist (vgl. Tabelle 3).

Tabelle 3: Lagerauffüllpolitiken
Termin- und Kapazitätsplanung
An die Sekundärbedarfsplanung schließt sich die Termin- und Kapazitätsplanung (Grobterminierung, Zeit- [und Kapazitäts-] wirtschaft) an. Sie zerfällt in die Schritte Durchlaufterminierung, Kapazitätsplanung und Kapazitätsabgleich.
Gegenstand der Durchlaufterminierung ist die grobe Festlegung vorläufiger Start- und Endtermine der einzelnen für die Herstellung von Zwischen- und Endprodukten notwendigen Arbeitsgänge auf Basis geschätzter Plan-Durchlaufzeiten, zu deren Ermittlung die Arbeits(gang)pläne der Erzeugnisse heranzuziehen sind. Abbildung 2 gibt einen Überblick über die Komponenten der Durchlaufzeit. Vorläufig sind die Termine zum einen deshalb, weil die Planung zunächst ohne Berücksichtigung der Kapazitätssituation erfolgt. Zum anderen ergeben sich die endgültigen Bearbeitungstermine erst aus der Ablaufplanung. Diese wird aber im Konzept der hierarchischen Produktionsplanung erst nach der Termin- und Kapazitätsplanung durchgeführt. Die Durchlaufterminierung kann nach den (auf der Netzplantechnik basierenden) Verfahren der Vorwärts-, Rückwärts- oder doppelten Terminierung erfolgen.

Abbildung 2: Komponenten der Durchlaufzeit
Im Rahmen der Kapazitätsplanung wird die aus der Durchlaufterminierung resultierende Kapazitätsnachfrage dem tatsächlichen Kapazitätsangebot der einzelnen Arbeitssysteme (Maschinen, Arbeitsplätze) im Zeitablauf gegenübergestellt. Dazu werden die im Rahmen der Durchlaufterminierung erstellten auftragsbezogenen Terminpläne in anlagenbezogene Terminpläne, die die Belastung der einzelnen Arbeitssysteme im Zeitablauf zeigen, überführt. Dabei wird für jedes betrachtete Arbeitssystem und jede Teilperiode (i.d.R. jeden Tag oder jede Woche) die kumulierte zeitliche Belastung durch alle im Rahmen der Durchlaufterminierung für die jeweilige Teilperiode eingeplanten Arbeitsvorgänge ermittelt und grafisch dargestellt. Man spricht daher auch von (Ressourcen-) Belastungsdiagrammen, Kapazitätsbedarfsprofilen oder Kapazitätsgebirgen.
Übersteigt die Kapazitätsnachfrage das Kapazitätsangebot, sind Maßnahmen des Kapazitätsabgleichs zu ergreifen, um zu einem realisierbaren Produktionsplan zu gelangen. Aber auch im umgekehrten Fall, d.h. bei einer Unterschreitung des Kapazitätsangebots durch die Kapazitätsnachfrage, können Maßnahmen des Kapazitätsabgleichs sinnvoll sein, um z.B. durch eine vorübergehende Stilllegung nicht benötigter Kapazitäten Kosten zu sparen oder die Kapazitätsauslastung etwa durch eine vorzeitige Auftragsfreigabe oder die Vergrößerung von Fertigungslosen zu verbessern. Grundsätzlich sind zwei Wege des Kapazitätsabgleichs zu unterscheiden: Der eine Weg besteht darin zu versuchen, die Kapazitäten an die Belastungsprofile und damit das Kapazitätsangebot an die Kapazitätsnachfrage anzupassen. Zum anderen können die Belastungsprofile der Kapazitätseinheiten an die tatsächlich verfügbaren Kapazitäten angepasst werden, d.h. es erfolgt eine Anpassung der Kapazitätsnachfrage an das Kapazitätsangebot.
Auftragsfreigabe
Nach Abschluss der Termin- und Kapazitätsplanung liegt ein mengenmäßig und zeitlich fixierter Grobplan für einen längeren Zeitraum (in der Regel 1-3 Monate) vor, dessen Einhaltung aufgrund des möglichen Eintritts von unvorhergesehenen Ereignissen (z.B. Ausfall von Maschinen und Arbeitskräften, fehlendes Werkzeug oder Material) jedoch nicht sichergestellt werden kann und der daher auch nicht als verbindliche Vorgabe für die Produktion dienen kann. Um auf derartige Störereignisse adäquat reagieren und diese in der weiteren Planung berücksichtigen zu können, ist der Planungshorizont auf einen überschaubaren Zeitraum von ca. 1-2 Wochen zu verkürzen. Diejenigen Fertigungsaufträge, deren in der Termin- und Kapazitätsplanung festgelegter Starttermin in diesen Planungshorizont fällt, werden dann einer sog. Verfügbarkeitsprüfung unterzogen, im Rahmen derer überprüft wird, ob alle zur Erledigung des Fertigungsauftrags benötigten Materialien, Werkzeuge und Arbeitsunterlagen (z.B. NC-Programme) vorhanden sind (statische Prüfung) oder zum tatsächlichen Bedarfszeitpunkt gemäß Termin- und Kapazitätsplanung zur Verfügung stehen werden (dynamische Prüfung). Die Einsatzbereitschaft von Betriebsmitteln und Arbeitskräften kann ebenfalls in die Prüfung einbezogen werden. Aufträge, für die Verfügbarkeitsprüfung positiv ausgefallen ist, werden zur Fertigung freigegeben. Für die freigegebenen Aufträge werden die Auftragsbegleitunterlagen mit allen fertigungsrelevanten Informationen (in Papierform oder elektronisch) erstellt, die benötigten Materialien reserviert und anschließend (im Rahmen der Ablaufplanung) die exakten Bearbeitungstermine auf den einzelnen Bearbeitungsstationen festgelegt. Die Auftragsfreigabe (oder Auftragsveranlassung) bildet somit die Schnittstelle zwischen der Produktionsplanung und der Steuerung des Produktionsvollzugs.
Ablaufplanung
Im Rahmen der Ablaufplanung (Reihenfolgeplanung, Maschinenbelegungsplanung, Feinterminierung) sind für die einzelnen Arbeitsgänge der bislang nur mit groben Start- und Endterminen versehenen freigegebenen Fertigungsaufträge die genauen Bearbeitungstermine auf den einzelnen Bearbeitungsstationen des Produktionssystems so festzulegen, dass eine hohe (durchschnittliche) Kapazitätsauslastung, geringe Durchlaufzeiten der (freigegebenen) Aufträge sowie eine hohe Termintreue erreicht werden.. Diese Größen kann man auf unterschiedliche Weise operationalisieren. Wählt man in Bezug auf die Durchlaufzeit die Durchlaufzeitsumme oder die mittlere Durchlaufzeit als Zielgröße, so besteht zwischen den Zielen der Durchlaufzeitminimierung und der Maximierung der Kapazitätsauslastung ein Zielkonflikt, der in der Literatur als Dilemma der Ablaufplanung bezeichnet wird. Interpretiert man das Ziel der Durchlaufzeitminimierung hingegen als Minimierung der maximalen Durchlaufzeit, besteht kein Konflikt zwischen den beiden Zielen.
In der Ablaufplanung sind vor allem drei Größen von Bedeutung:
Unter Leerzeiten versteht man die Zeiteinheiten, in denen Maschinen nicht beschäftigt sind, weil sie auf Aufträge warten müssen. Je niedriger diese Maschinenwartezeiten sind, desto höher ist die Kapazitätsauslastung.
(Auftrags-) Wartezeiten sind hingegen die Zeiteinheiten, in denen Aufträge auf das Freiwerden von Aggregaten warten müssen und daher nicht bearbeitet werden können. Diese (ablaufbedingten) Liegezeiten haben unmittelbaren Einfluss auf die Durchlaufzeiten der Aufträge.
Die Zykluszeit ist schließlich die Zeitspanne zwischen dem Beginn des ersten und der Beendigung des letzten Auftrags einer gegebenen Menge von freigegebenen Fertigungsaufträgen. Sind die Freigabezeitpunkte aller Aufträge identisch, entspricht die Zykluszeit der maximalen (längsten) Durchlaufzeit. Die Minimierung der Zykluszeit wird häufig als oberstes Ziel der Ablaufplanung herangezogen, da sie die Berücksichtigung durchlaufzeitbezogener Aspekte erlaubt, ohne in Konflikt zur Zielsetzung einer hohen Kapazitätsauslastung zu stehen.
Bei der Ablaufplanung sind zahlreiche verschiedene Problemstellungen zu unterscheiden, für deren Lösung eine Vielzahl von Verfahren entwickelt wurde. Die Klassifizierung der Probleme bzw. Verfahren der Ablaufplanung erfolgt üblicherweise anhand der Charakteristika der Aufträge und Maschinen sowie der verfolgten Zielsetzung(en). Tabelle 4 gibt hierzu einen Überblick. Planungsgrundlage der Ablaufplanung sind wiederum die in den Arbeits(gang)plänen der Erzeugnisse hinterlegten Informationen sowie die Ergebnisse der vorgelagerten Planungsstufen (Losgrößen, geplante Start- und Fertigstellungstermine, Auftragsfreigabetermine). Hinzu kommen Daten zur Verfügbarkeit der Maschinen und Arbeitskräfte. Je nachdem, ob bei allen Daten von sicheren Erwartungen oder zumindest bei einigen von unsicheren Erwartungen ausgegangen wird, liegt ein deterministisches bzw. stochastisches Reihenfolgeplanungsproblem vor. Als Planungsergebnis erhält man die nunmehr endgültigen auftrags- und anlagenbezogenen Terminpläne.

Tabelle 4: Probleme der Ablaufplanung
Auftragsüberwachung
Im Rahmen der Auftragsüberwachung ist der Fertigungsablauf im Hinblick auf die Planeinhaltung zu überwachen. Zu diesem Zweck sind alle relevanten Daten über den Produktionsvollzug mithilfe der Betriebsdatenerfassung (BDE) zu erfassen. Bei Störungen des planmäßigen Fertigungsablaufs (z.B. aufgrund von Personal-, Maschinen- oder Lieferausfällen) sind geeignete gegensteuernde Maßnahmen vorzusehen. Neben Änderungen in der Maschinenbelegungsplanung kommen hier insbesondere Maßnahmen der Kapazitätssteuerung in Betracht. Dabei handelt es sich prinzipiell um dieselben Maßnahmen, wie sie auch bei der Anpassung des Kapazitätsangebots im Rahmen des Kapazitätsabgleichs zur Anwendung kommen. Allerdings stehen diese Maßnahmen für die Kapazitätssteuerung nur noch in dem Umfang zur Verfügung, in dem sie nicht bereits beim Kapazitätsabgleich verplant worden sind. Zu den Verfahren der Kapazitätssteuerung zählen neben der Rückstandsregelung als wichtigstem Verfahren die planorientierte, die terminorientierte, die leistungsmaximierende und die bestandsregelnde Kapazitätssteuerung.

{kind=link}
{kind=link}